





光隙法测量工件直线度误差
2015年04月29日
测量工具:铸铁平台,刀口尺;
测量目的:要求所检验工件的工作面精度误差值在正常工作要求之内;
测量方法:以铸铁平台为基准面,用刀口尺按光隙法进行测量;
光隙法是将刀口尺工作棱边作为基准线与被测实际线相接触,也可将被测件放在铸铁平台上,观察光隙的大小。
测量中,光隙较大时,用塞尺测量其值,光隙较小时,通过与标准光隙比较来估读。观察光隙时,光线应均匀明亮。一般光隙大于0.5微米时,便可观察到透射光,大于3微米可看到白光,介于0.5微米—3微米可看到蓝光。
测量时,应使刀口尺与被测素线紧密接触,刀口尺要轻轻防置,不得施压,转动刀口尺使其相对工件被测线的位置符合 小条件。检验凸面时,应使两端的光隙相等,检测鞍面时,刀口尺应放在中间位置。
注意事项;刀口尺应平移,测量若干条素线时,取其中 的误差值作为该被测零件的直线度误差。
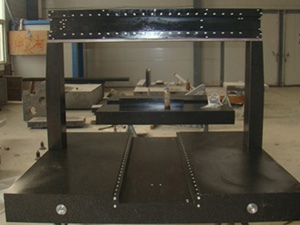
铸铁平台图片;

刀口尺图片:


