





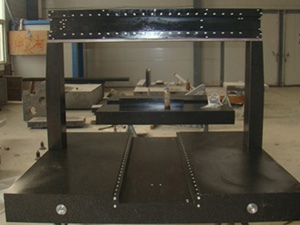
采用“工”字梁结构可提高铸铁平台的抗变形能力
为提高铸铁平台的抗变形能力,按材料力学强度理论铸铁平台应采用箱型筋式结构,截面采用高强度的半封闭式箱型截面,使平台纵横剖面均呈“工”字梁结构,大大提高平台的抗弯截面模量,从设计模型上保证平台有足够的强度、刚度和稳定的精度。
1、铸造工艺:造型采用树脂砂真空造型,干型对箱,工作面朝下,以减少汽孔渣眼。合箱合格,返水口浇铸周边放冒口数只。
2、平台及所有附件的计量单位全部采用 单位(SI)标准。
3、材质:用 、细密的灰口铸铁HT250或HT200,强度符合 有关标准。
4、铸铁平板平台及所有附件的计量单位全部采用 单位(SI)标准。
1)根据铸铁平板图纸及技术条件、产品的批量及需用日期,结合工厂实际条件选择铸造方法。
2)分析平板铸件的结构工艺性,判断缺陷倾向,提出结构改进意见和确定铸件凝固原则。
3)标出浇注位置和分型面。
4)绘出各视图上的加工余量及不铸孔、沟槽等工艺符号。
5)标出与分型面垂直壁的起模斜度。
6)绘出砂芯形状、砂芯分块线(包括分芯负数)、芯头间隙、压紧环和防压环、积砂槽,标出有关尺寸和砂芯负数,必要时设计芯骨形状、尺寸和吃砂量。
7)画出分盒面,填砂(射砂)方向,砂芯出气方向,起吊方向等符号。
8)绘出浇注系统、冒口的位置、形状、尺寸和数量,同铸试样的形状、位置和尺寸。
9)冷铁和铸筋的位置、形状、尺寸和数量,固定组合方法及冷铁留缝大小等。
5、平台进行两次人工时效处理。 次时效处理在粗加工前,以消除铸造应力。第2次人工时效处理在粗加工后,以消除粗加工产生的应力。
6、为 程度地减小装卸起吊平台进程中平台自重对平台精度的影响,全部平台吊装孔设计符合贝塞尔支点事理。
7、全部平台的调整采用可调垫铁调整,使平台调整方便 且降低需方采购成本。
8、工作台面无锈迹、滑痕等其他影响使用的外观缺陷,不允许有严重影响使用性能的砂眼、气孔、裂纹等铸造缺陷。
9、铸铁平板平台加工面涂防锈油,非加工面涂防锈漆,面漆。
10、铸铁平台的结构:在铸件的连接或转弯处,应尽量避免金属的积聚和内应力的产生,壁厚与壁薄相连接要逐步过度,并不能采用锐角连接,以防止出现缩孔,缩松和裂纹。
设计铸铁平台铸件时,不仅要保证使用性能的要求,还有满足铸件在制作过程中工艺性的要求。即考虑铸造 生产工艺和合金铸造性能对铸件结构的要求。应尽量使生产工艺中的制模,造型,制芯,装配,合型和清理等各个环节简化,节约工时,防止废品产生,符合合金铸造性能的要求,以避免出现如缩松,缩孔,变形,裂纹,浇不足,冷隔,气孔和偏析等缺陷。使铸件的具体结构与这些要求相适应,以达到工艺简单,经济,快速的生产出合格铸件的目的。
相对细长件或大而薄的铸铁平台件,为防止弯曲变形,应采用对称或加筋的结构,平台铸件的结构设计合理与否,对铸件的质量,生产率以及成本有很大的影响
11、铸铁平台采用面、围子、筋搭配组成,各部分为一次性浇注而成,工作面是使用中接触 多的地方,工作面按承重、精度、开槽等情况设计一定的厚度,面的厚度至关重要,既要保证使用效果还不能过于加厚,也 是做到性价比 。
性价比高还涉及到围子和筋,围子在使用中起到支撑作用,厚度和高度都和平台支撑能力有关,通常平台高度也是根据平台大小决定的,1500*2000——2000*3000的平台高度在230——300mm范围内,大于此规格的平台高度可以搭配到300——400mm。过于矮的高度会影响平台的硬度。加强筋起着拉伸作用,也要根据承重要求设计搭配加强筋的高度和厚度,铸铁平台加强筋的高度通常为半筋、满筋及平筋。
铸铁平台http://www.hbtclj.com按 GB/T 22095-2008标准制造,铸铁平台精度等级有1、2、3、级及精刨四种精度,平台制成筋板式和箱体式,工作面有长方形、正方形或圆形,铸铁平台的工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。



