





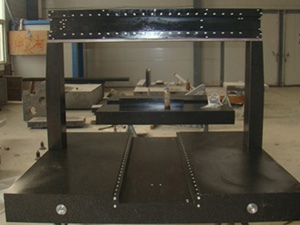
拼接用装配铸铁平台的技术要求
装配铸铁平台用途:主要用于维修车间装配平台。
装配铸铁平台技术要求:
1、 主要结构与性能:制造所用的材料应符合 或部颁发的相关标准、规范,并具有质保
书;在设备提交验收时,应提供重要零件材料的化学成分和机械性能复验报告。
2、铸件不允许存在裂缝、冷隔、气孔、缩孔、夹渣、砂眼等铸造缺陷。
3、铸件应经过两次去应力处理:铸件退火 600℃ ~620 ℃,机加工退火550℃~580℃,表面耐热耐磨性好。
4、工作面采用刮研工艺,表面等级精度:2~3 级(精度按 标准计量检定规程 JJG117-91 执行) 。
5、 平板六面应采用刨床加工。
6.、平板组合时,对缝间隙不大于 0.5mm。
7.、在设备 的、操作人员易看到的位置应设有该设备的铭牌。
8、装配铸铁平台应保证能在当地环境温度为 0℃~+45℃的条件下连续正常的工作。
9、铸铁平台外形尺寸(长×宽×高) :1000x1000mm-2000×6000×400mm。
10、材质:HT200-HT250。
11、 工作面硬度:≥HB200。
12、结构形式:箱型筋板式结构。
13、装配铸铁平台环境条件:
Ø工作环境:室内
Ø环境温度:0 ℃ ~50 ℃
Ø 湿度:平均相对湿度≤81.6%
相对湿度≤98%
14、装配用铸铁平台应根据国内现行的标准、规范或 同等标准进行设计和制造:
A、平板铸造:GB9439-88《灰铸铁件》
B、力学性能:GB977-84《灰铸铁力学性能试验方法》
C、硬度:符合 GB5675-85《灰铸件》标准,硬度为 HB170-220
D、热处理:按 GB5614-85S1 时效态进行处理
E、尺寸公差: 按 GB6414-86 《铸件尺寸》公差 CT13 标准和图纸要求 GB1031-83《表面粗糙度参数及具体数值》,铸铁平台的工作面与侧面以及相邻的垂直度公差为 12 级 (GB1184-80《形状和位置公差》验收。
铸铁平台,铸铁装配平台 生产厂家泊头市泰通精密有限公司http://www.hbtclj.com/。

