





铸铁平板外观质量及验收规程
铸铁平板外观质量及验收规程的检定方法采用目力观察和试验。
1、新制的铸铁平板应标有制造厂的名称(或工厂标识)、准确度级别、规格和编号。
2、铸铁平板工作面不应有烈纹、锈斑、划痕、碰伤、凹陷、杂质以及影响平板准确度的其它缺陷。
3、铸铁平板非加工表面应无型砂、无锐边毛刺,并涂以油漆。尺寸小于或等于400mm*40mm的铸铁平板工作面上不得有砂眼,尺寸大于400mm*400mm的铸铁平板工作面上,直径不大于15mm且间距不小于80mm的砂眼允许用相同材料堵塞,但堵塞砂眼的数量不得超过6个,堵塞砂眼处材料的硬度应稍低于周围材料的硬度。
4、铸铁平板板应经过自然时效、回火时效或振动时效等稳定性处理和去磁。
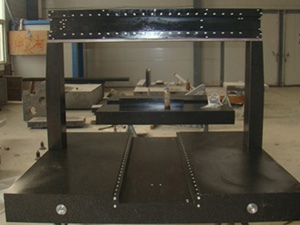
5、在铸铁平板的两个侧面上应设置有安装手柄、吊环、起吊孔等吊装设施的螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减小因吊装而引起的变形。
6、在根据用户图纸要求,在铸铁平板的工作面上设置螺纹孔或t型槽后,这些部位不能出现高于工作面的凸起现象。
7、铸铁平板应采用 细粒的灰口铸铁或合金铸铁制造。
8、铸铁平板工作面的硬度必须为HB170~220。
9、铸铁平板工作面采用刮研工艺,对于“3”级铸铁平板工作面也可以采用刨削工艺,刨削工作面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5μm。
10、铸铁平板的工作面与侧面以及相邻两侧面的垂直度公差为12级(按GB1184-80《形状和位置公差》)。
11、铸铁平板检验标准:用涂色法检验,0级1级平板平台在每边为25㎜平方的范围内不少于25点,2级平板平台在每边为25㎜平方的范围内不少于20点,3级平板平台在每边为25㎜平方的范围内不少于12点。
12、铸铁平板规格:200mm×200mm—3000mm×6000mm( 殊规格可根据需方图纸制作或双方商定生产加工)。
铸铁平板http://www.hbtclj.com用途 ,在机床、科技、汽车、电机、造船等各个行业都普遍用到,具体的可以用于各种检验工作,用于精度测量用的基准平面,用于机床、机械的检验测量基准,或检测精密零件的尺寸精度或行为偏差,并作精密划线,在机械制造中也是不可缺少的基本工具。

